ЙЋЫОЪЧЩњВњШШЖЦаПЗНЙмГЇМвЕФзЈвЕГЇМвЃЌжїгЊИїжжЙцИёЕФ
ШШЖЦаПЗНЙмГЇМвЁЂЗНОиЙмЁЂдВЙмЕШ
ВњЦЗЁЃЙЋЫОЪМжевдзПдНЕФ
ВњЦЗЁЂвЛСїЕФЗўЮёЁЂКЯРэЕФМлИёЗўЮёгкЙуДѓПЭЛЇЃЌЃЈвЛЃЉжБОЖГЌВю дьГЩжБОЖГЌВюЕФжївЊдвђЪЧХфФЃВЛЕБЛђепКіЪгСЫАЮЙмФЃОпГпДчгЩгкФЅЫ№Жјв§Ц№ЕФБфЛЏЁЃНУжБЙ§ГЬжаНУжБЙѕбЙЯТСПЙ§ДѓвВЛсдьГЩШШЖЦаПЗНЙмГЇМвЕФжБОЖБфаЁЃЛ ЃЈЖўЃЉЛЎЕРКЭВСЩЫ ШБЯнЕФЬиеїЪЧЃЌдкЙмВФЕФФкЭтБэУцЩЯГЪЯжзнЯђжБЯпаЮЕФГЄЖЬВЛвЛЕФЛЎКлЃЌЖрЮЊЙЕзДЃЌЕЋвВПЩФмЪЧЭЙЦ№ЕФЬѕЮЦЁЃВњЩњЛЎЕРКЭВСЩЫЕФжївЊдвђЪЧЃКдкЙмСЯЩЯгаФкЛЎЕРдкАЮжЦЪБЮДФмЯћГ§ЃЌВаСєзХбѕЛЏЬњЦЄФЃОпеГИжЃЌФЃОпЧПЖШКЭгВЖШВЛЙЛЛђВЛОљЃЌФЃОпГіЯжЫщСбКЭФЅЫ№ЃЌДИЭЗВЛСМЃЌДИЭЗЙ§ЖЩВПЗжЕФМтШёРтНЧЫ№ЩЫСЫФЃОпЕШЃЛ ЃЈШ§ЃЉелЕў ДцдкгкШШЖЦаПЗНЙмГЇМвЕФЭтБэУцЛђФкБэУцЃЌГЪжБЯпЛђТна§зДЁЂСЌајЕФЛђВЛСЌајЕФЁЃВњЩњелЕўЕФжївЊдвђЪЧЙмСЯжЪСПВЛКУЃЌБОЩэДцдкелЕўЃЌЛђепБэУцгаМадгЁЂбЯжиЕФЙЮЩЫКЭСбЗьЃЌдкаоФЅДІгаРтНЧЃЌАЮжЦКѓОбгЩьЖјГіЯжелЕўЁЃ
ШШЖЦаПЗНЙмГЇМвЮЊСЫБмУтелЕўЕФВњЩњЃЌгІЬсИпЙмСЯжЪСПВЂзЂвтМьВщКЭаоФЅЃЛ ЃЈЫФЃЉАМПг АМПгЕФВњЩњЪЧгЩгкбѕЛЏЬњЦЄЛђЦфЫќжЪгВЕФЮлЮядкАЮжЦЛђНУжБЙ§ГЬжабЙШыСЫШШЖЦаПЗНЙмГЇМвБэУцЃЌЛђепЪЧдРДДцдкгкБэУцЕФЧЬЦЄАўТфЁЃЗРжЙГіЯжАМПгЕФДыЪЉЪЧзаЯИЕиМьВщЙмСЯВЂШЅГ§ЧЬЦЄЕШШБЯнЃЌБЃГжЙЄзїГЁЕиЁЂЙЄОпКЭШѓЛЌМСЕШЕФЧхНрЃЌЗРжЙбѕЛЏЬњЦЄКЭЮлЮяТфЕНБэУцЃЛ ЃЈЮхЃЉБкКёГЌВю дьГЩБкКёГЌВюЕФжївЊдвђЪЧХфФЃВЛЕБЃЌЛђепКіЪгСЫФЃОпГпДчгЩгкФЅЫ№Жјв§Ц№ЕФБфЛЏЃЌЖдЖЈБкКѓПеАЮЕРДЮжаЕФБкКёБфЛЏСПЙРМЦВЛе§ШЗЃЌЪЙгУЛЁаЮЭтФЃКЭзЖаЮаОАєНјааЖЬаОАєАЮжЦЪБаОАєЮЛжУЕїећВЛЕБЁЃЮЊСЫЗРжЙБкКёГЌВюЃЌгІе§ШЗХфФЃЁЂе§ШЗЕїећаОАєЮЛжУЃЛ ЃЈСљЃЉАЮЖЯ ГіЯжАЮЖЯЕФжївЊдвђЪЧЃКБфаЮСПЙ§ДѓЃЌШШДІРэЫсЯДШѓЛЌЕФжЪСПВЛКУЃЌДИЭЗВЛКЯКѕвЊЧѓЃЌдкДИЭЗЧАЕФМгШШЪБВњЩњСЫЙ§ШШЛђЙ§ЩеЃЌАЮжЦЯпКЭШШЖЦаПЗНЙмГЇМвЕФжсЯпВЛвЛжТЃЌЖЬаОАєЩьГіАЮЙмФЃЃЛ ЃЈЦпЃЉ
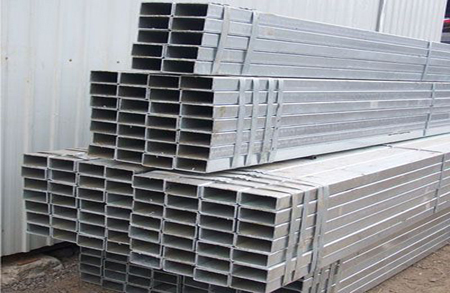
ШШЖЦаПЗНЙмГЇМвБкКёВЛОљ ШШЖЦаПЗНЙмГЇМвВњЩњБкКёВЛОљЕФжївЊдвђЪЧЃКЙмСЯБкКёВЛОљЙ§ДѓЃЌАЮжЦЪБАЮжЦЯпКЭжсЯпВЛвЛжТЃЌаОАєКЭАЮЙмФЃЕФФЃПзЭждВЁЃЮЊСЫМѕЩйБкКёВЛОљЙмСЯЕФБкКёВЛОљгІОЁПЩФмаЁЃЌЭЌЪБгІзаЯИМьВщФЃОпКЭЕїећАЮЙмЛњЃЛ ЃЈАЫЃЉСбЗь ЙмХїгаЦЄЯТЦјХнКЭЦЄЯТМадгЮяЃЌАЮжЦЧАЙмВФЩЯгаСбЮЦЛђНЯЩюЕФТщЕуЃЌдкШШдўЪБЛђРфАЮИїЙЄађВйзїжаВњЩњСЫзнЯђЛЎЕРЛђВСЩЫЁЃЗРжЙСбЮЦЕФаЮГЩвВдкгкЬсИпЙмСЯжЪСПЃЌМгЧПЙмСЯЕФМьВщКЭаоФЅЁЃЭЌЪБгІБмУтШШЖЦаПЗНЙмГЇМвдкРфАЮЩњВњЙ§ГЬжаВњЩњТщЕуЁЂЛЎЕРКЭВСЩЫЁЃЭјжЗЃК
http://www.rdxgggy.cn/